Стан для сварки трением с перемешиванием (СТП)
Технология сварки трением с перемешиванием (СТП) обладает рядом преимуществ перед традиционными дуговыми видами сварки. Достоинства, как и недостатки того или иного вида сварки общеизвестны. Наш заказчик занимется изготовлением ёмкостей цилиндрической, эллиптической и комбинированой формы для перевозки жидких и сыпучих грузов автомобильным, железнодорожным и иными видами транспорта. Ёмкость (цистерна) изготавливается из листов алюминиевого сплава АМГ и подобных толщиной 4...12мм предварительно сваренных методом СТП вдоль длинной стороны (длина шва до 10 метров) с последующим гибом на валках в обечайку заданной формы. Перед нашими специалистами была поставлена задача сконструировать стан СТП для автоматической подготовки кромок свариваемых листов и выполнения равнопрочного, непрерывного и герметичного стыкового шва, не требующего последующей обработки.
Решение поставленной задачи
Как и при любом другом виде сварки, СТП требует в процессе работы точного поддержания всех
технологических режимов. Сами технологические режимы являются результатом большого объёма исследований и опытно-конструкторских работ.
Прямое копирование обородования СТП, как правило, приводит к неудовлетворительному результату. Наш инженерный центр имеет возможность получать
соответствующую научную, методологическую и технологическую поддержку по вопросам СТП.
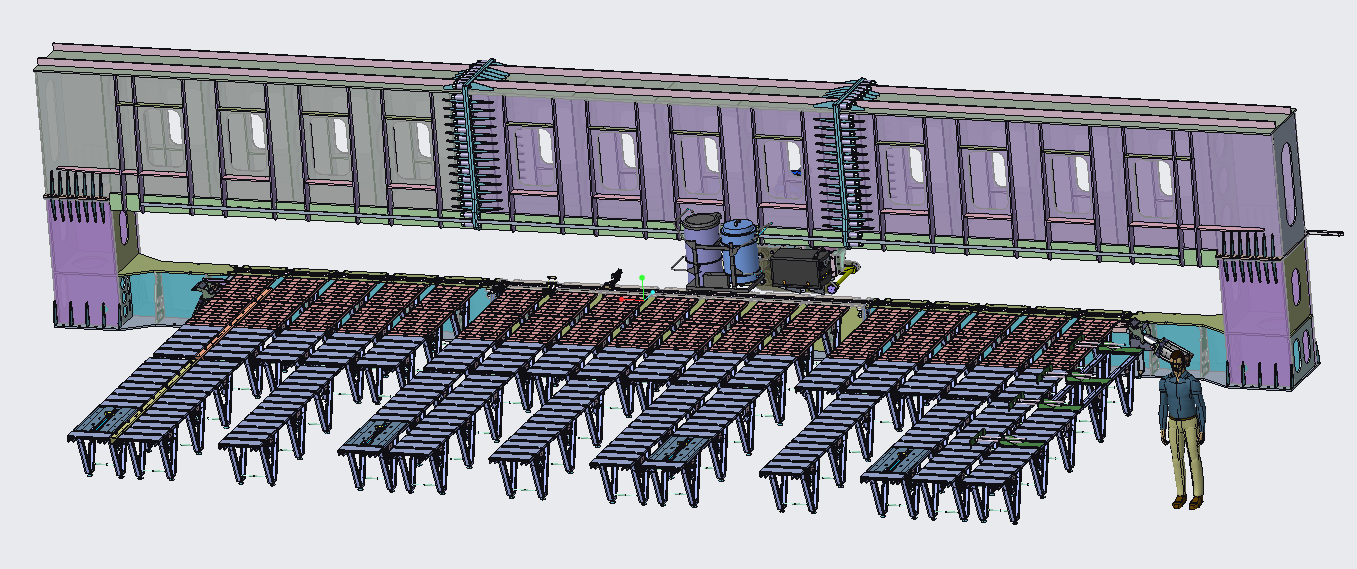
Основу конструкции стана составляют стол с тумбами и установленной на них балкой. Сечение балки
выбрано исходя из требований жесткости в вертикальном и поперечном направлениях, что является фактором, решающим образом влияющим на качество
сварного шва. Балка и стол выполнены 3-х секционными, исходя из технологических возможностей предприятия-изготовителя. На рельсовых направлюющих
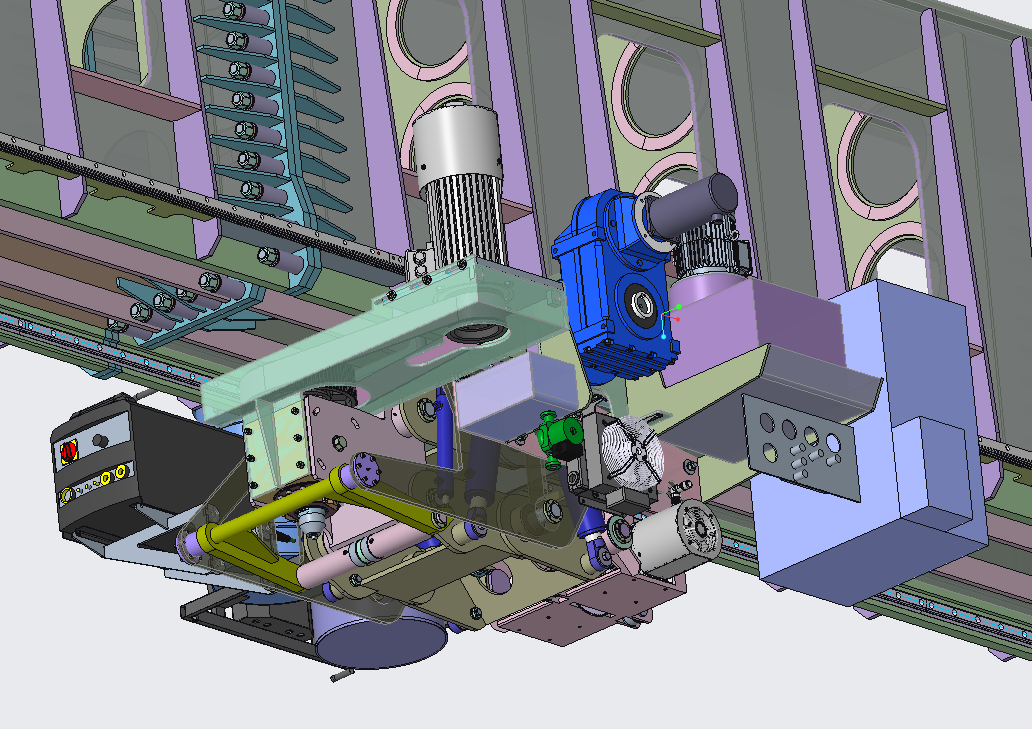
балки установлена подвижная каретка с основным и вспомогательным инструментом и дополнительным оборудованием:
- Главной сварочной головкой СТП с приводами;
- Вспомогательной горелкой аргонно-дуговой сварки для выполнения "прихваток" с электроприводом;
- Дисковой фрезой для подготовки кромок;
- Прижимными роликами с гидроприводом;
На боковых площадках каретки размещено дополнительное оборудование:
- Гидростанция;
- сварочный аппарат АрДС;
- Баллон с аргоном (20 л);
- Шкаф управления электроприводами главного хода и сварочной головки;
- Промышленный пылесос для удаления стружки;
Стол с тумбами оснащен:
- Сменной подложкой;
- Упорами с пневмоприводом (требуемое количество и места установки определяет заказчик);
- Концевыми прижимами листа с пневмоприводом;
Для размещения листов до и во время работы стана изготавливаются модульные столы-рольганги.
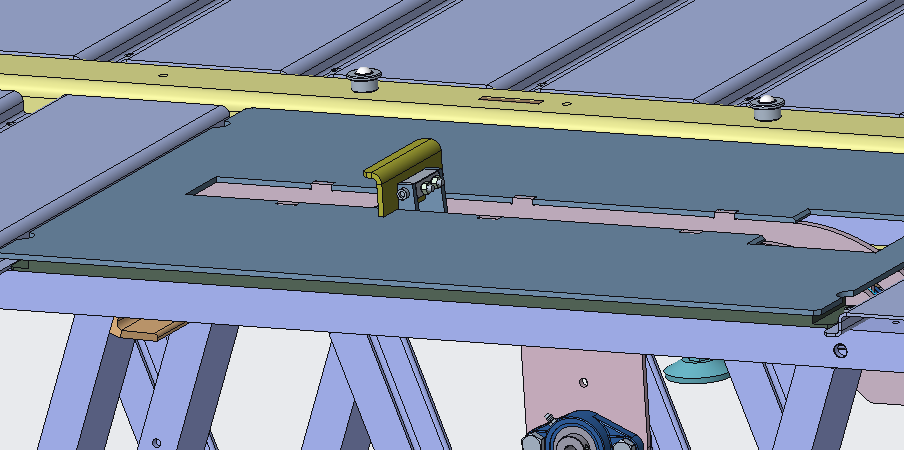
Стол-рольганг оснащён следующмими модулями:
- Вакуумными ячейками, обеспечивающие фиксацию листов на время выполнения всех технологических операций;
- Подъемными ригелями с опорами качения;
- Пневмопривод подъёма ригелей;
- Толкатели листа с пневмоприводом;
- Поперечными регулируемыми упорами;
- Металлоконструкция стола;
Состав модулей и количество столов-рольгангов определяет заказчик. Столы-рольганги могут размещатся по любую сторону сварочного
стола, в том числе и с двух сторон.
Отдельные элементы стана приведены ниже:
 |
 |
Пример структурного анализа металлоконструкции балки |
Общий вид стана СТП |
 |
 |
Вид снизу на сварочную каретку |
Упоры сварочного стола с пневмоприводом |
 |
 |
Концевой прижим листа и поперечный упор стола-рольганга |
Поперечный толкатель листа стола-рольганга |
 |
 |
Подъёмный ригель с опорами качения |
Вид на каретку снизу |
Следует отметить, что оборудование такого типа не является серийным, проектируется
и изготавливается индивидуально, согласно технических требований конкретного заказчика. Примерный срок реализации проекта подобного стана
от момента оплаты до начала монтажных и пусконаладочных работ составляет 12-15 месяцев.
Примечание:
Приведенный выше длинномерный обрабатывающий сварочный центр «Портал-10» предназначен
для выполнения стыковых соединений катаных или прессованных алюминиевых полуфабрикатов (лист, панель) толщиной от 4 до 10 мм, шириной
от 1000мм, длиной от 2000 до 10000 мм методом сварки трением с перемешиванием.
Технологический цикл сварки листовых заготовок включает:
1. Подъем шариковых опор обоих рольгангов;
2. Установку листа 1 (на станину) по продольным упорам;
3. Выдвижение осевых упоров для фрезеровки;
4. Включение поперечных толкателей, установка листа 1 по осевым упорам для фрезеровки;
5. Опускание шариковых опор рольганга станины;
6. Включение вакуумных прижимов станины;
7. Включение механических прижимов 1 (фиксаторы края листа 1);
8. Отключение осевых упоров для фрезеровки;
9. Подача листа 2, задвижение листа 2 до продольных упоров;
10. Опускание шариковых опор выносного рольганга;
11. Включение выносных вакуумных прижимов;
12. Включение механических прижимов 2 (фиксаторы края листа 2);
13. Фрезерование свариваемых кромок;
14. Отключение поперечных толкателей;
15. Отключение механических прижимов 1, 2;
16. Отключение обоих вакуумных прижимов;
17. Подъем шариковых опор обоих рольгангов;
18. Смещение листов 1 и 2;
19. Выдвижение осевых упоров для сварки;
20. Включение поперечных толкателей, установка листа 1 по осевым упорам для сварки;
21. Опускание шариковых опор рольганга станины;
22. Включение вакуумных прижимов станины;
23. Включение механических прижимов 1 (фиксаторы края листа 1);
24. Отключение осевых упоров для сварки;
25. Подача листа 2, задвижение листа 2 до продольных упоров;
26. Упор листа 2 в продольный упор и кромку листа 1;
27. Опускание шариковых опор выносного рольганга;
28. Включение выносных вакуумных прижимов;
29. Включение механических прижимов 2 (фиксаторы края листа 2);
30. Загрузка сценария сварки АрДС, выполнение прихваток стыка АРдС;
31. Загрузка сценария сварки СТП, Сварка СТП;
32. Отключение поперечных толкателей;
33. Отключение механических прижимов 1, 2;
34. Отключение обоих вакуумных прижимов;
35. Смещение сваренной заготовки, подача листа 3;
Управление технологическими операциями осуществляется оператором установки посредством
центрального блока управления или переносного беспроводного пульта.